 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號












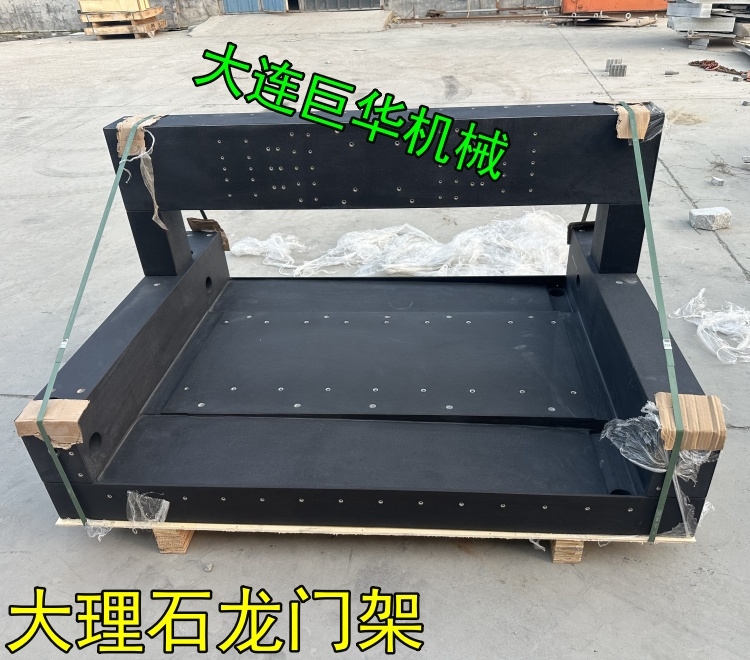
自動化大理石設備底板(底座加工)生產廠家加工銷售,打孔定做精度00級保證;深圳、東莞、惠州、常州、杭州、昆山、南京、寧波、無錫、廣州、北京、天津、上海、武漢、珠海、江門、中山、成都、重慶、南通、廈門、無錫、泰州、蘇州、佛山、金華、青島、溫州、徐州、福州、揚州、衢州、鎮江、余姚、鹽城、鎮江、西安、鄭州、長沙、宜昌、寶雞、濟南、威海、煙臺、綿陽、洛陽、哈爾濱、長春、鞍山、營口、沈陽、大連、太原、九江、宜春、南昌、合肥、蕪湖、滁州、泉州、大同、錦州、十堰、湖州、撫順、本溪、紹興、濰坊大理石底座銷售;
將大理石平臺加工成自動化大理石設備底板需要經過材料選擇、切割成型、粗磨加工、恒溫處理、精磨拋光、深加工處理、精度檢測、防護處理、包裝運輸等多個步驟,以下是詳細介紹:
材料選擇與檢驗
選材:優先選擇密度高、硬度適中、紋理均勻的大理石,如濟南青、泰山青等,確保其物理性能符合底座的高穩定性需求。
檢驗:
目測檢查:觀察大理石表面是否有裂紋、氣孔或色差。
敲擊測試:通過聲音判斷內部是否存在暗裂。
儀器檢測:使用超聲波探傷儀檢測內部缺陷,確保石材完整性。
切割成型
設備選擇:采用橋式切割機或金剛石圓盤鋸,確保切割精度。
參數控制:調整鋸片轉速和進給速度,避免過快導致石材崩邊。
冷卻措施:噴水冷卻減少熱應力,防止開裂。
粗磨加工
設備選擇:使用龍門銑床或數控加工中心搭配金剛石刀具。
加工余量:單邊預留1 - 2mm精加工余量。
注意事項:分階段切削,避免單次切削過深(建議不超過5mm),防止刀具磨損和石材破損。
恒溫處理
目的:消除內部應力,防止后續變形。
方法:將工件靜置于恒溫車間(20±2℃)2 - 4周,定期翻轉確保均勻應力釋放。
精磨拋光
設備選擇:高精度數控磨床或專用石材研磨機。
加工步驟:
粗磨:使用60 - 120目金剛石磨盤,去除大部分余量。
半精磨:200 - 400目磨盤,提高平面度。
精磨:800 - 1500目磨盤,達到Ra≤0.8μm的表面粗糙度。
拋光:3000目以上樹脂磨片,獲得鏡面效果(可選)。
檢測介入:每階段加工后使用電子水平儀(精度0.02mm/m)檢測平面度,及時調整。
深加工處理
打孔:使用數控機床按圖紙要求打孔,確保孔的位置和尺寸精度。
開槽:根據設計需求進行開槽操作。
鑲套:將不銹鋼的牙套粘接到孔內,等待凝固。
精度檢測
尺寸精度:使用三坐標測量機(CMM)檢測長、寬、厚及孔位,公差控制在±0.05mm內。
平面度:使用激光干涉儀檢測,確保≤0.01mm/m(按GB/T 20428 - 2006標準)。
表面質量:使用白光干涉儀檢測粗糙度,人工目檢無可見劃痕、凹陷。
報告出具:記錄數據并生成檢驗證書,符合ISO 17025實驗室標準。
防護處理
防護劑選擇:使用滲透型氟碳樹脂,增強防水防油性能。
施工工藝:均勻噴涂2 - 3遍,每遍間隔24小時固化,形成納米級保護層。
效果驗證:進行水滴接觸角測試,要求≥110°,確保疏水性。
包裝運輸
包裝設計:使用EPE珍珠棉包裹棱角,定制木箱內襯防震泡沫,箱體濕度低于15%。
運輸規范:采用氣囊懸掛車輛,限速80km/h,避免振動加速度超過0.5g。





免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。



 采購中心
采購中心