 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號












西門子6GK7342-5DF00-0XE0南京西門子S7-300代理商
PLCCPU以一定的掃描速度重復執行上述三個階段。 輸入采樣 PLC以掃描方式依次地讀入所有輸入狀態和數據,輸入采樣階段。并將它存入I/O映象區中的相應單元內。輸入采樣結束后,轉入用戶程序執行和輸出刷新階段,在這兩個階段中,即使輸入狀態和數據發生變化,I/O映象區中的相應單元的狀態和數據也不會發生改變。因此,如果輸入的是脈沖信號,則該脈沖信號的寬度必需大于一個掃描周期,才能保證在任何的情況下,該輸入才均能被讀入。 用戶程序執行 PLC總是按由上而下的順序依次地掃描用戶程序(梯形圖),每掃描到一條梯形圖時,用戶程序開始執行。其總是先掃描梯形圖左邊的由各觸點構成的控制線路,并按先左后右、先上后下的順序對由觸點構成的控制線路進行邏輯運算,然后根據邏輯運算的結果,刷新該邏輯線圈在系統RAM存儲區中對應位的狀態。或者刷新該輸出線圈在I/O映象區中對應位的狀態,再確定是否要執行該梯形圖所規定的特殊功能指令。 用戶程序執行過程中,只有輸入點在I/O映象區內的狀態和數據不會發生變化,而其他輸出點和軟設備在I/O映象區或系統RAM存儲區內的狀態和數據都有可能發生變化。而且排在上面的梯形圖,其程序執行結果會對排在下面的凡是用到這些線圈或數據的梯形圖起到作用。相反,排在下面的梯形圖,其被刷新的邏輯線圈的狀態或數據只能到下一個掃描周期才能對排在其上面的程序起作用。 輸出刷新 當掃描用戶程序結束后,PLC就進入了新的輸出階段。在此期間,CPU依照I/O映象區內對應的狀態和數據,刷新所有的輸出鎖存電路,再經輸出電路驅動相應的外設。這時才是PLC的真正輸出。 根據其排列次第的不同,同樣的若干條梯形圖,其執行的結果也有所不同。另外,采用掃描用戶程序的運行結果與繼電器控制裝置的硬邏輯并行運行的結果也有所區別。當然,如果掃描周期所占用的時間對整個運行來說可以忽略,那么二者之間就沒有什么區別了。輻射干擾符合 EN 50081-1 和內部通信總線(C-bus):UL 認證設計與操作 4)編程容量增大,從幾K字節增大到幾十K,甚至上百K字節。 2、使用威綸觸摸屏MT6100IV3的系統保留寄存器激活穿透功能? 水/污水診斷定期出現高電磁干擾
邏輯階段邏輯階段就是可以實現繼電系統中的一般邏輯性設計,既然是繼電系統所以電力拖動知識就是該階段的基礎。總結來說學繼電系統關鍵在于一個"搶",繼電系統之所以能實現邏輯控制就在這個上。繼電系統中主要就有那么三個東西:A常開、B常閉、C線圈。這就對應了PLC中的基本元素了,只不過閱讀的方法有所不同。那么可不可以把原來的繼電系統照搬呢?不行!二者的工作方式迥然不同。繼電系統中的所有硬元素是同一時態開始競爭的,而PLC中的所有軟元素是通過PLC的CPU來進行掃描計算處理后計算出該時態的結果,這便是PLC的掃描循環工作方式。由此不難看出在本階段我們的學重點應該放在:1.學電力拖動,對照PLC梯形圖中的常開、常閉、線圈;2.能完成簡單的系統設計。

它也要占用兩個通道的地址。在編程計算機和CPU實際聯機時,使用Micro/WIN的菜單命令“PLC>Information”,可以查看CPU和擴展模塊的實際I/O地址分配。模擬量輸出模塊總是要占據兩個通道的輸出地址。即便有些模塊(EM2只有一個實際輸出通道。
將輸出信號寫入到輸出映像區輸出硬件延時(從輸出緩沖區狀態改變到輸出點真實電平改變的時間)。

順控階段
順序控制在工業中的應用相當廣泛,例如一般性的自動機床它就是一個順序控制過程。PLC設計中實現順控的有兩種方法:一PLC中的順控指令如三菱STL;二起保停控制方式。不管哪種控制方式在設計伊始我們要完成的是"流程",它是系統構成的脈絡主要有三個方面:一"步"二"活動步"三"轉換條件"。此階段重點是:1.掌握系統脈絡設計系統流程;2.掌握"起保停"控制方式,把流程圖轉換成梯形圖,可以完成一般性的系統設計
通訊 S7-200系列PLC可提供4個不同的基本型號的8種CPU供使用。有6種擴展單元,它本身沒有CPU,只能與基本單元相連接使用,用于擴展I/O點數。S7-200系列PLC的編程軟件為STEP7-Micro/WIN
V90 在機械成型機的應用
河北某機械有限公司專營工程機械 機械動力裝置 機械零部件 ,作為經營工程機械機械動力裝置機械零部件的企業,技術實力在同行業里雄厚。
該公司擁有自己的技術團隊,無論是在機械加工,還是電氣設計上均能夠獨立完成調試。
本項目為動力機械零部件成形機械,用S7-1200+V90實現定位功能,客戶獨立完成了調試工作。
本項目S7-1200選用 CPU 1217C 用于位置控制,支持5V差分脈沖信號輸入。V90選用高慣量電機,來與現場機械慣量匹配,為設備提供了更好的穩定性。


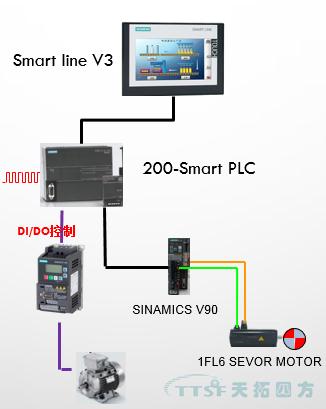
V90 在自動堆垛機上的應用
唐山某自動化有限公司專營工業自動化控制、包裝設備、稱重設備、計算機軟件控制、機器人自動碼垛控制系統、配料系統、制粒自動控制系統、預混料配料系統。憑借在自動化1域的專業水平和成熟的技術,在工控1域迅速崛起,依靠科技求發展,不斷為客戶提供高科技產品。并實現用伺服代替機器手的帶頭人。
現場設備主要為X、Y、Z三軸獨立工作,通過PLC控制三軸之間的協調動作。
其中PLC用的是200-SMART ST40帶100KHz脈沖輸出。且用一套SMART 即可。并用SMART LINE V3的觸摸屏作為上位系統,方便操作。
驅動器用的是西門子V90 高慣量系列,滿足現場機械負載的慣量比例。現場運行穩定,并試驗成功。


V90 在貼標機上的應用
武漢某技術有限公司經營主要以非標機床和高速立式數控加工中心及自動化專機和加工中心生產線。公司擁有多個成熟的工程師調試工藝方案,打標機是主要案例之一。
本項目為打標機工藝,運用1軸伺服作為定位,運用普通變頻(V20)作為行走。
其中PLC用的是200-SMART ST40帶100KHz脈沖輸出。共用1套SMART ,以及其他的DI/DO模塊。并用新型的SMART LINE V3的觸摸屏作為上位系統,分辨率更高,響應速度更快。
驅動器用的是西門子V90 高慣量系列,滿足現場機械負載的慣量比例。現場運行穩定,并試驗成功。



免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。



 采購中心
采購中心