 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網

西門子S7-400與S120應用實例
工藝流程圖 Work Flow Chart
生產線由左至右,生產線由以下幾段組成:開卷段、焊接段、前活套、前處理段、拉
矯段、酸洗段、電鍍段、軟熔段、鈍化段、涂油段、后活套、質檢段、卷取段。
鋼帶在工藝段經過化學脫脂、電解脫脂、拉矯、電解酸洗后,采用不溶性陽極技術的
弗洛斯坦法,在鋼帶表面鍍上特定厚度的錫層。再經過軟熔后,一部分錫和帶鋼起反
應生成錫鐵合金層提高電鍍錫板的抗腐蝕性能。后在鈍化涂層后利用靜電涂油方式
在成品表面涂上 2~5mg/m 2 的保護油膜。

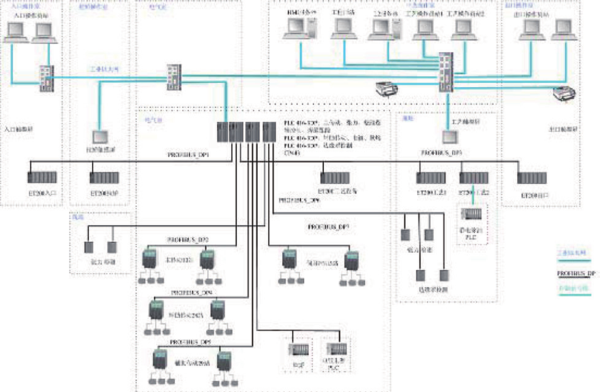
系統配置圖 System Configuration
該自動控制系統采用分級控制系統,包括 L0 現場執行級,L1 基礎自動化級和 L2 過程
控制級,并為 L3 生產控制級預留了接口。
HMI 系統基于西門子 WINCC 平臺開發,采用服務器/客戶端網絡結構。
L1 基礎自動化級控制系統的 PLC 采用西門子 SIEMENS 高性能 S7-416-3DP 可編程控制
器。該 PLC 適用于中、大規模復雜快速的自動化生產線,具有高速指令處理功能。通
過 PROFIBUS-DP 總線,PLC 與入口、工藝、出口的遠程 I/O 模塊、西門子 S120 變頻調
速器及其它站點連接,組成了高速、可靠、并有很強擴展性的工業控制網絡。
L0 現場執行級傳動電機及伺服電機的驅動裝置采用西門子 S120 驅動器,由兩臺并聯
整流單元統一提供直流母線電源,這種配置方式使得處于發電或電動狀態的設備控制
單元之間可以通過中間回路進行能量交換,大量減少電耗并能防止由此引發傳動裝置
的電源波動。
亮點及客戶受益 Highlights and Benefits
• S120 變頻調速器提供了多種電機控制模式,既能采用矢量控制方式控制普通的交流感應電機也能采用位置控制方式控制伺服電機,大大減少了所需控制單元種類,易于維護、替換、備件
• 同一 CU320 控制單元下的各傳動點之間能快速進行數據交換,可以高速實現負荷平衡等控制功能
• 集成的 Profibus-DP 接口,容易和上位機連接,并且由于一個 CU320 集中控制多臺變頻調速器,大大減少了 DP 從站的數量